
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼

机械外观清洁保养方法:超过一星期未使用,请和防尘套(塑胶袋)覆盖。长时间不使用时,请将本机外观擦拭,上油保养,并盖上附机之封套,置于干燥通风场所。焊机每使用满一月,滑动部位应揩试干净,重新涂上优质润滑油脂。除升降螺杆已收润滑油外,其它各部不需上任何油剂。每月应打控制箱上盖,用干净不带水分空气枪,清除箱内粉尘,以保持零件之良好。外观若有灰尘,用干净布擦拭,每隔半年应用干燥之压缩空气吹净机内尘埃,清洁焊机侧板、表面时严禁使用各种熔剂,应使用中性洗涤剂,轻轻擦拭。焊头本身是依熔接物来决定,且必须配合振动系统之共振。焊头、底模及工作物常保持清洁。 机械定期擦拭,但不可使用液体清洗,发振箱(推荐:保管箱)上方勿重压或放置流体物。4.定期查检保养方法:定期检查内部振动子输出线是否磨损。滤水杯达1/3水位时,请将水排除。随时注意机台位置安全。工作场所保持空气畅通,周围温度不可过高(40℃以下) 升降沟槽、螺杆等定期抹黄油脂,并保持清洁。定期检查电缆接头是否松动。超声波焊接设备请勿置于潮湿或多尘及过热之场所,机器(推荐:换热器)上方勿放置流体物,平时注意整洁,随时擦拭,但不可使用液体清洗。
清洗机在很多的企业中都被广泛的使用,即是由于超声波清洗机的清洁程度高,也是对于复杂的工件也有着的清洁能力,那么工业超声波清洗机对于表面工艺到底是如何做到彻底的清理呢,下面有超声波清洗机设备的工作人员告诉您。抛光件表面抛光膏的清洗。抛光膏常常采用石蜡调合,石蜡分子量大,熔点较高,常温下呈固态,是较难清洗的物质,传统的办法是采用有机溶剂清洗或高温碱水煮洗有许多弊病。采用超声波清洗则可使用水基清洗剂,在中温条件下,几分钟内将工件表面彻底清洗干净,常用工艺流程是:1、浸泡2、波清洗3、清水漂洗。表面有油及少量锈的冷轧钢板。 冷轧钢板表面一般有油、污或少量铁锈,要洗干净比较容易,但经一般方法清洗后,工件表面仍残留一层非常细薄的浮灰,影响后续加工质量,有时不得不再采用强酸浸泡的办法去除这层浮灰。而采用超声波清洗并适当的清洗液,可方便快捷地实现工件表面彻底清洁,并使工件表面具有较高的活性,有时甚至可以免去电镀前酸浸活化工序。表面有氧化皮和黄锈的工件。 传统的办法是采用盐酸或硫酸浸泡清洗。如采用超声波清洗处理技术,可以快捷地在几分钟内同时去除工件表面的油、锈、并避免了因强酸清洗伴随产生的氢脆问题。利用超声波清洗技术,还可以在很大的范围内替代强酸、强碱的作用,大大减少对和环境的污染,并改善工人的劳动环境,降低劳动强度,对保护生态环境,作出贡献。超声波清洗机技术在电镀等行业中会有很广泛的应用前景。近年来诸多电镀厂商采用无超声波清洗技术设备,替代电镀线原有的酸碱处理工位获得成功,使电镀件质量及产量较原来有更大提高,并改善了生产环境,取得了良好的经济效益和社会效益。超声波自动化电镀工艺,对工件表面清洁度要求较高,而超声波清洗技术是能达到此要求的理想技术。利用超声波清洗机技术,可以替代溶剂清洗油污;可以替代电解除油;可以替代强酸浸蚀去除碳钢及低合金钢表面的铁锈及氧化皮。超声波清洗技术的应用,可以使许多传统的清洗工艺得到简化,并大大提高清洗质量和生产效率。特别是对那些形状较为复杂、边角要求较高的工件更具有优越性。

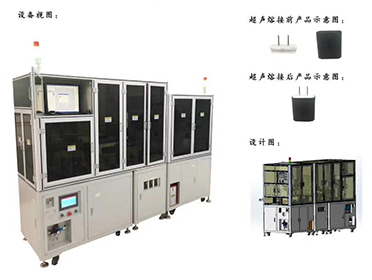
超声波焊接设备:机械部分采用使用手动上下升降,经济实用,方便快捷 焊接定位采用限位螺丝,方便调节,成本低廉超声波焊头四方向水平调整方式,简单易调 采用长翔超声核心技术。超声波焊接机:整机特点:1.IC精密控制电路,自动过载保护系统;2.采用数字码精控开关,1/100准确设定;3.四点式平衡调节,简易调节焊头;4.长翔原装振动子,功率输出强大于同行;5.空载、免载时均有谐振,无须调节焊头频率;6.长方形立柱/圆柱可选,导向轴承,精密微调;7.采用涡轮转动轻松调节机身行程,解决了常规机的调节弊端;铝/钛合金变辐杆,音波强劲平稳。超声波焊接机:适用范围:晒鼓、墨盒、汽车仪表盘、前车灯、后车灯、汽车滤清器等,较大型的产品焊接,水准泡、水准器、水光学,光电,汽车,半导体,五金机械等。食品业:食品容器,保温瓶,餐盒等。文具业:PP文书夹,笔架,订书机,墨水盒等。电子业:组培瓶盖、电器配件、商标、叶轮、活性炭滤芯 、接水管等。

超声波焊接机的使用不是一件简单的事情,对新手来说,使用的时候往往容易犯一些常见的错误,今天就来为您盘点一下在使用超声波焊接时常遇到的错误,希望能帮助大家在以后的使用中将其避免。使用韧性或者软性的塑料填充剂。这种填充剂有吸收声能的特点,使用的话会导致超声波塑料焊接机在熔接的时候效果降低。塑料件中软性或韧性的成分含量越高,焊接效果降低的就越明显。使用非热塑性的填充剂。这回导致超声波塑料焊接机在熔接的时候更加困难,超声波自动化并且当这种填充剂的含量超过30%的时候,将不能进行熔接。迎合面的设计不合理。当要求迎合面是密封式的或者是高强度的时候,迎合面的设计就非常重要了,如果设计的不合理,就可能导致熔胶外流、胶件破裂及接合面偏移的现象。使用超声波塑料焊接的时候为了避免注塑时候出现脱模困难的现象,往往会要求注塑件的表面光滑一些,这时候经常使用增加脱模剂的方法,但是这种方法会对焊接产生不利的影响,这是因为超声波塑料焊接机使用的是摩擦生热的原理,而脱模剂却能降低部分或全部的熔接效果。
超声波自动化高周波机特性:气动控制,操作简单方便;人工放料及取料;熔接、切断完美快捷,效率高,工艺完美。河源优质输出力的调较。采用特有低损失的同轴振荡器,可以随时因模具大小及胶料厚薄而调较输出力强弱。使操作PVC雨裤热合机(时不做成干扰电讯,出力的调较亦可配合时间制,优质全自动超声波塑焊机供应商可出力,在最短时间内熔接产品,提高生产量。保护装置。a. 限流保护:当输出力调较过大时,会切断高周输出故可保护机内电子管不致因电流过大而损坏。b. 火花保护:在工作过程中,如果模具产生跳火现象,保护器会切断输出,模具亦自动上升、离开产品,使模具不致跳火而损坏。c. 紧突制:在工作过程中,可以随时停止高周波输出同时模具回到原位。热度恒温。除有高周波自身加热外,电机还有2000W发热片以及恒温器使模具预热加快熔接时间以及消除跳火现象。上升距离。设有一个三位电磁阀,可配合时间制使用,能够随意调较气缸上升距离,以减低气缸推出及回收所需时间,提高生产速度。高周波操作简易安全,欢迎新老客户随时来厂洽谈业务!

先接通气源:拨起气体调节阀旋扭,将气压调整到4~7Kg范围内。后检查高周波熔接机面板上开关:高周波开关置于“关”位置,手动/自动选择开关于“手动”位置,电源开关置于“关”位置。合上电源入线空气开关和机台侧面的电源总开关,听到机体内有风机的旋转声。打开面板上电源开关,观察电源指示灯(绿色)亮起,电压表指示在220V左右。上升按扭调节:按高周波熔接机机动面板上红色上升按扭,使上模板上升至位置。将一个推盘推入工作位置,推盘侧面的磁铁会吸住支撑板而使推盘定位。安装上模:将高周波熔接机上模安装在上模板上,下模安装于转盘上。超声波焊接设备安装上模后调模:按动面板上绿色下降按扭,使上模下降到接近下模的位置。旋动上模吊装板上两端吊模螺丝调节上模左右平衡度,旋动上模吊装板上四角手柄螺丝调节上模四角平衡度,调整好平衡度后拧紧各调节螺丝。移动下模在转盘上的位置,对准上模,调好后锁紧两边管位螺丝。用同样方法调整好另一个下模在转盘上的位置。等待高周波模具预热和温控器:上模吊装板上设有发热器件和温控器。根据产品情况需要预热时,需在生产前20分钟左右打开温控器并调整旋扭设定好温度。此时温控器上红色指示灯亮着,等温度达到后指示灯熄灭,即可开始生产了。预热温度的高低需根据被熔接物的材质和厚度综合决定,一般PVC材料预热120℃左右,PET材料预热80℃左右。模具预热可加快生产速度,提高产量。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

