
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
在生产和使用过程中,超声波焊接机的保养都很重要的,保养好的超声波焊接机使用10年不管在外观的性能上都能与新机没太大的差异,有的客户不注重保养的买不到一两年都会有一堆小问题,这就是有没有保养的差别,所以超声波机器也是要保养的,以下是超声波焊接机的保养方法:1.防范保养方法:接地线需接地,且不可接于供电源之地线上,以防止高压漏电。人体请勿重压于超声波焊接机发振之焊头,以免灼伤,自动操作中遇危险请按紧急上升按钮。2.操作时注意事项保养方法:在操作时(有负荷状态),振动表勿超过红色区(在标准型熔接机时),若指示超过时,以降低压力,减少出力段数,及调整音波调整之。按超声波检查开关以间歇方式按下,勿连续按超过三秒以维振动子寿命。 超声波焊接机之振动子及发振机仙有高压线路,除了外部作业调整之外,请勿做机内之修护。搬运机器时,发振箱应与机体分离(拆开电缆插座),搬运需小心,勿受撞击。

珠海优质最近接到很多朋友咨询超声波塑料焊接和金属焊接的原理及区别。为了更好的让用户了解其中的不同, 超声波塑焊机厂家小编为大家整理下超声波塑料、金属焊接机的焊接原理及区别。超声波塑料焊接和金属焊接的原理及区别。超声波金属焊接机。超声波金属焊接原理是利用超声频率(超过15KHz )的机械振动能量,优质超声波精密型塑焊机价格连接同种金属或异种金属的一种特殊方法。金属在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将线框振动能量转变为工件间的摩擦功、形变能及有限的温升。接头间的冶金结合是母材不发生熔化的情况下实现的一种固态焊接.因此它有效地克服了电阻焊接时所产生的飞溅和氧化等现象。超声金属焊机能对铜、银、铝、镍等有色金属的细丝或薄片材料进行单点焊接、多点焊接和短条状焊接。可广泛应用于可控硅引线、熔断器片、电器引线、锂电池极片、极耳的焊接。

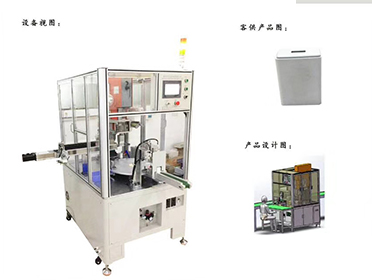
近年来,随着中国工业现代化进程的不断深入,智能包装设备行业取得了长足的发展。作为包装行业技术升级改造的先锋,贴标签设备在包装行业中崛起迅速。在不断迎合新的市场需求过程中,其功能在不断地完善升级,技术也在不断地创新发展,超声波自动化逐渐形成以全自动贴标机为主流的行业趋势,越来越多的企业用户关注到全自动贴标机。那么,全自动贴标机相对于半自动贴标机以及更加落后的手工贴标方式,具有哪些明显的优势呢?首先,生产效率高。相对于手工贴标和半自动贴标,全自动贴标机只要较少的人力资源和车间面积就可以进行不间断的工作,并且有着较高的生产效率和回报效率,节省物料成本。此外,全自动贴标机的贴标精度也很高,基本不会出现差错。其次,使用寿命长。全自动贴标机一般采用304不锈钢组成,由PLC人机界面控制,操作简单、便捷,也易于清洁。行业设备专家表示,全自动贴标机耐腐蚀、不易生锈,有较长的使用寿命,各零部件、结构结实,长时间内都不会掉落。再次,体积小巧。全自动贴标机的体积和占地面积都很小,这可以为制药企业节省车间基建成本,也可以和灌装机搭配,组成完整的生产线。另外,应用范围广。前文就有提到,全自动贴标机广泛应用于医药、食品、日用、化工等行业中,甚至连化妆品都可以使用全自动贴标机进行贴标签,包括条形码、二维码、防伪标签等。全自动贴标机的出现,简化了以前的生产工序。最后,性能好、性价比高。可以算这样一笔账:假设一台全自动贴标机是10万,正常使用寿命至少为8年,那么每个月设备折旧成本为1000元。而一位普通产线工人薪酬按每月2500元计算,至少需要2-3位熟练工人配合才能替代一台全自动贴标机产能,每月人工成本至少需要5000元,8年人工成本累计更是达到惊人的48万元。要知道这是在不考虑在赶工特殊时期全自动贴标机可以24小时不间断工作的情况下得出的对比数据。

先接通气源:拨起气体调节阀旋扭,将气压调整到4~7Kg范围内。后检查高周波熔接机面板上开关:高周波开关置于“关”位置,手动/自动选择开关于“手动”位置,电源开关置于“关”位置。合上电源入线空气开关和机台侧面的电源总开关,听到机体内有风机的旋转声。打开面板上电源开关,观察电源指示灯(绿色)亮起,电压表指示在220V左右。上升按扭调节:按高周波熔接机机动面板上红色上升按扭,使上模板上升至位置。将一个推盘推入工作位置,推盘侧面的磁铁会吸住支撑板而使推盘定位。安装上模:将高周波熔接机上模安装在上模板上,下模安装于转盘上。超声波焊接设备安装上模后调模:按动面板上绿色下降按扭,使上模下降到接近下模的位置。旋动上模吊装板上两端吊模螺丝调节上模左右平衡度,旋动上模吊装板上四角手柄螺丝调节上模四角平衡度,调整好平衡度后拧紧各调节螺丝。移动下模在转盘上的位置,对准上模,调好后锁紧两边管位螺丝。用同样方法调整好另一个下模在转盘上的位置。等待高周波模具预热和温控器:上模吊装板上设有发热器件和温控器。根据产品情况需要预热时,需在生产前20分钟左右打开温控器并调整旋扭设定好温度。此时温控器上红色指示灯亮着,等温度达到后指示灯熄灭,即可开始生产了。预热温度的高低需根据被熔接物的材质和厚度综合决定,一般PVC材料预热120℃左右,PET材料预热80℃左右。模具预热可加快生产速度,提高产量。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

