
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼

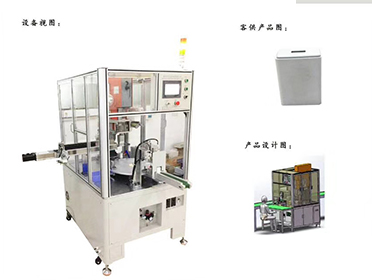
高周波同步熔断机整机特点:PVC、PU、TPU热压、烙印、热切同步熔断、熔接一次完成。用途:1.同时熔断纸板及吸塑(牙刷包装)。2.同时熔断合成皮革各种产品。3.同时熔断汽车合成皮椅,遮阳板,门板扶手等。4.同时熔断有布里材料。5.鞋类配件,商标,手表带,皮带,cd袋等。产品介绍:大功率高周波机是利用高压整流自激电子管振荡瞬间产生电磁电场使塑胶物分子产生变化,在气压外力和模具的作用下,达到熔接、切断、封口、埋植等功效;操作易懂易学,效率是普通小型机器的多倍,适合大型塑胶类产品的焊切,工艺更简单,效果更完美。容易调整的同调器及特殊回路:高周功率输出特强,可藉调诣器依模具大小和物料厚度调节,尤其特殊的高周回路,高稳定的出力,输出率特强,能耐大大降低 必要之熔接时间,提高产品质量及产量。
超声波焊接对材质有什么影响。超声波焊接的效果好不好与弹性模量、摩擦系数、热导率成正比,与其 密度、比热容、熔点成反比。超声波焊接的效果主要与材料的熔点和表面摩擦系数有关。这些参数因材料和温度的不同而不同,它们在超声波焊接过程中的变化将影响超声波焊接区域的温度、应力和变形,从而影响超声波焊接质量。但是超声波超声波焊接时间很短,很难通过试验控制参数的变化,国内外学者利用数值模拟方法来解决这一问题。刘川利用有限元方法,分析超声波超声波焊接过程中聚氯乙烯(PVC)的物理参数的影响,得到了超声波焊接区域温度沿试样厚度成正比。焊接材料改性的影响。超声波焊接材料的改性会影响超声波焊接质量,纤维等填料的加入能够提高高分子材料的硬度,有利于超声波的传递,在适宜的工艺条件下填料加入可以提高超声波焊接接头强度。东莞超声波焊接。材料表面粗糙度的影响。增加材料表面粗糙程度可以降低声阻抗,提高表面能流密度,从而提高其超声波焊接质量。采用表面有滚制花纹的膜材料能够得到更高的超声波焊接质量,比表面光滑的 PP 膜的超声波焊接接头强度提高接近一倍。材料搭接宽度的影响。材料搭接宽度的增加使超声波焊接接头强度降低。因为随着搭接宽度增加,超声波焊接接头边缘应力集中增加,边缘出现的微裂纹增多,接头强度降低。超声波焊接用层合法和浸渍法制备的玻璃纤维改性PP,超声波焊接接头强度都随着宽度增加而降低。焊接面到焊头距离的影响。材料超声波焊接面到焊头的距离达到半波长值时超声波焊接接头强度大。超声波在塑料中传递主要是纵向波,大纵向波峰值往往出现在半波长,距离接近半波长时超声波传递给超声波焊接界面热能量最多,能得到良好的超声波焊接接头。针对不同厚度的 HS1000(芳基磷酸盐和粘土改性的聚苯醚,半波长为3.86cm )进行超声波超声波焊接,结果发现存在临界厚度为3.86 cm,小于临界厚度时超声波焊接接头强度和伸长率随厚度的增加而增加,大于临界厚度时超声波焊接接头强度迅速降低。

将选择开关置于手动位置,调较压力调整旋钮,使压力表指示在0.2Mpa左右,(大约能使焊头上升之最小压力)置下焊模于工作台面,再放工件于下焊模内。放松机体的锁紧摇手,转动升降手轮,使上焊模与工件之距离大于75mm,扳紧锁紧摇手。双手按下两个下降按钮,使上焊模下降。放松四支振头固定螺丝,旋转上焊模以配合工件,然后再锁紧四支振头固定螺丝。松开止赴螺丝,旋转止赴螺丝(M12x1),使之与升降台接触。按紧急上升按钮,使上焊模上升,再旋转止赴螺丝约7mm。双手按下两个下降按钮,使上焊模下降。放松机体锁紧摇手,转动升降手轮,慢慢将上焊模下降,同时移动下焊模,使工作面与上焊模接触吻合均匀,锁紧机体锁紧摇手。正确的调谐非常重要,如果无法调较到正常状态,不能达到音波检测程序第5项 的要求时,请即送修,不可勉强使用,以免扩大故障。

塑料焊接技术的应用超声波塑料焊接机用途极其广泛,内蒙古定制其主要应用于以下行业:玩具业:塑胶玩具、玩具枪、塑胶电话、游乐器、飞机、卡通塑胶玩具等;文具业:订书机、PP文卷夹、塑料笔桶等;电子业:计算机、手机电池、充电器、SD卡、电子表、乐器、录影带盒、CD外壳、手机外壳等;汽车业:后车灯、后视镜、前角灯、指示灯座、仪表板、喇叭、码表等;定制超声波自动化厂家食品业:保温杯、内松盒、座密封式容器等;电机业:电源开关盒、继电器、设定器、电池外壳、整流器、天线结盒等;饰品业:冲花、锁匙扣、相框、压克力钻等; 日常用品:打火机、眼镜盒、手提电筒、时钟等; 其它:PP盒、厨具用品、通讯设备等。随着人们生活中对轻量化工具的需求的增大和塑料工业的迅速发展,塑料在生活中的应用将会越来越多,越来越广,各种塑料的焊接方法也会得到长足的发展。就如塑料焊接技术水平已经成为了衡量汽车生产技术水平及新材料开发水平的标志之一。可以深信,各种塑料的焊接方法必将在各个工业领域发挥越来越广的作用。

调节音波选择螺丝,振幅表之指针会左右摆动,但并非表示功率输出之大小,而仅表示发振系统与振动系统之谐振程度,指示刻度值越小,则表示谐振程度越佳。振幅表在空载发振时,表示谐振程度,负载发振时表示输出能量。焊接前务必做音波检测,以确保发振系统与振动系统之谐振。更换焊模后,切记一定要做音波检测程序。调整时,如果过载指示灯发亮,则立即放开音波检验钮,约过1秒钟后,再转动音波调整螺丝作音波选择调整。正确的调谐非常重要,如果无法调较到正常状态,不能达到音波检测程序第5项 的要求时,请即送修,不可勉强使用,以免扩大故障。工作气压不能超过5kg/cm。校模程序:为达到机器能量,东莞超声波焊接机上焊模与工件间的距离应尽量缩短,但仍应留有必要的距离,以便工件的放置和取出。升降台的行程为75mm,因此在校模前,在确定上焊模在行程时,不会接触工件。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

