
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼

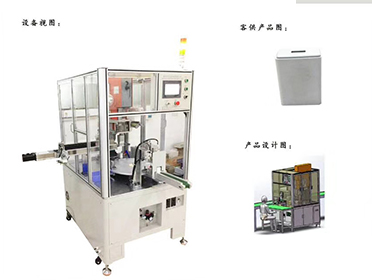
高周波同步熔断机整机特点:PVC、PU、TPU热压、烙印、热切同步熔断、熔接一次完成。用途:1.同时熔断纸板及吸塑(牙刷包装)。2.同时熔断合成皮革各种产品。3.同时熔断汽车合成皮椅,遮阳板,门板扶手等。4.同时熔断有布里材料。5.鞋类配件,商标,手表带,皮带,cd袋等。产品介绍:大功率高周波机是利用高压整流自激电子管振荡瞬间产生电磁电场使塑胶物分子产生变化,在气压外力和模具的作用下,达到熔接、切断、封口、埋植等功效;操作易懂易学,效率是普通小型机器的多倍,适合大型塑胶类产品的焊切,工艺更简单,效果更完美。容易调整的同调器及特殊回路:高周功率输出特强,可藉调诣器依模具大小和物料厚度调节,尤其特殊的高周回路,高稳定的出力,输出率特强,能耐大大降低 必要之熔接时间,提高产品质量及产量。

超声波自动化高周波机特性:气动控制,操作简单方便;人工放料及取料;熔接、切断完美快捷,效率高,工艺完美。输出力的调较。采用特有低损失的同轴振荡器,可以随时因模具大小及胶料厚薄而调较输出力强弱。使操作PVC雨裤热合机(时不做成干扰电讯,出力的调较亦可配合时间制,可出力,在最短时间内熔接产品,提高生产量。保护装置。a. 限流保护:当输出力调较过大时,会切断高周输出故可保护机内电子管不致因电流过大而损坏。b. 火花保护:在工作过程中,如果模具产生跳火现象,保护器会切断输出,模具亦自动上升、离开产品,使模具不致跳火而损坏。c. 紧突制:在工作过程中,可以随时停止高周波输出同时模具回到原位。热度恒温。除有高周波自身加热外,电机还有2000W发热片以及恒温器使模具预热加快熔接时间以及消除跳火现象。上升距离。设有一个三位电磁阀,可配合时间制使用,能够随意调较气缸上升距离,以减低气缸推出及回收所需时间,提高生产速度。高周波操作简易安全,欢迎新老客户随时来厂洽谈业务!
先接通气源:拨起气体调节阀旋扭,将气压调整到4~7Kg范围内。后检查高周波熔接机面板上开关:高周波开关置于“关”位置,手动/自动选择开关于“手动”位置,电源开关置于“关”位置。合上电源入线空气开关和机台侧面的电源总开关,听到机体内有风机的旋转声。打开面板上电源开关,观察电源指示灯(绿色)亮起,电压表指示在220V左右。上升按扭调节:按高周波熔接机机动面板上红色上升按扭,使上模板上升至位置。将一个推盘推入工作位置,推盘侧面的磁铁会吸住支撑板而使推盘定位。安装上模:将高周波熔接机上模安装在上模板上,下模安装于转盘上。超声波焊接设备安装上模后调模:按动面板上绿色下降按扭,使上模下降到接近下模的位置。旋动上模吊装板上两端吊模螺丝调节上模左右平衡度,旋动上模吊装板上四角手柄螺丝调节上模四角平衡度,调整好平衡度后拧紧各调节螺丝。移动下模在转盘上的位置,对准上模,调好后锁紧两边管位螺丝。用同样方法调整好另一个下模在转盘上的位置。等待高周波模具预热和温控器:上模吊装板上设有发热器件和温控器。根据产品情况需要预热时,需在生产前20分钟左右打开温控器并调整旋扭设定好温度。此时温控器上红色指示灯亮着,等温度达到后指示灯熄灭,即可开始生产了。预热温度的高低需根据被熔接物的材质和厚度综合决定,一般PVC材料预热120℃左右,PET材料预热80℃左右。模具预热可加快生产速度,提高产量。

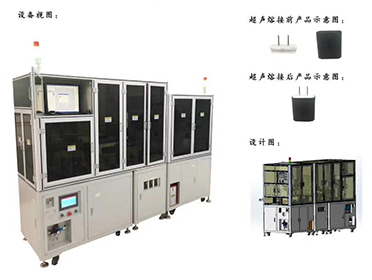
超声波焊接设备:机械部分采用使用手动上下升降,经济实用,方便快捷 焊接定位采用限位螺丝,方便调节,成本低廉超声波焊头四方向水平调整方式,简单易调 采用长翔超声核心技术。超声波焊接机:整机特点:1.IC精密控制电路,自动过载保护系统;2.采用数字码精控开关,1/100准确设定;3.四点式平衡调节,简易调节焊头;4.长翔原装振动子,功率输出强大于同行;5.空载、免载时均有谐振,无须调节焊头频率;6.长方形立柱/圆柱可选,导向轴承,精密微调;7.采用涡轮转动轻松调节机身行程,解决了常规机的调节弊端;铝/钛合金变辐杆,音波强劲平稳。超声波焊接机:适用范围:晒鼓、墨盒、汽车仪表盘、前车灯、后车灯、汽车滤清器等,较大型的产品焊接,水准泡、水准器、水光学,光电,汽车,半导体,五金机械等。食品业:食品容器,保温瓶,餐盒等。文具业:PP文书夹,笔架,订书机,墨水盒等。电子业:组培瓶盖、电器配件、商标、叶轮、活性炭滤芯 、接水管等。

超声波焊接机质量无法稳定最主要因素是输出功率不能稳定,以导致无法形成稳定的摩擦热能。而如何让功率输出稳定?此乃决定于<1>机台输出功率;〈2〉HORN 扩大比;〈3〉气压源;〈4〉电压源等 四项。机台输出功率 +HORN扩大比率=实际可用功率。由此可知在一定产品实施超音波熔接时,于规划与设计的观点而言, 机台输出功率愈强,相对 HORN的扩大比所设计的也愈小。反之机台输出功率愈小,HORN设计的扩大比也愈大。例如 : 2200W的超音波熔接机,HORN的 扩大比是 2.5 倍。换成 3200W超音波熔接机时,HORN的扩大比可能只要1.5倍即可。然而并非强调超音波熔接机输出的功率要大,而是要对一项塑料产品实施超音波熔接时,给 予最适合 的环境作业,其间尚需考虑成本的预算,产品的功能需求,熔接标准等考虑再来规划出完整的工作设备与超音波使用技巧。在了解上述各种影响超音波熔接质量的关键性原因后,工程师在设计时,首当熟悉并评估1. 产品质量要求功能标准;2.现有超音波设备;3. 决定产品设计的形态、 技巧如超音波导熔线、产品定位、材质)。因为既然可用设备资源已经固定,那就必须用产品设 计的技巧来配合现有可用的设备才是正确的。
超声波焊接对材质有什么影响。超声波焊接的效果好不好与弹性模量、摩擦系数、热导率成正比,与其 密度、比热容、熔点成反比。超声波焊接的效果主要与材料的熔点和表面摩擦系数有关。湖南优质这些参数因材料和温度的不同而不同,它们在超声波焊接过程中的变化将影响超声波焊接区域的温度、应力和变形,优质非标超声波焊接机供应商从而影响超声波焊接质量。但是超声波超声波焊接时间很短,很难通过试验控制参数的变化,国内外学者利用数值模拟方法来解决这一问题。刘川利用有限元方法,分析超声波超声波焊接过程中聚氯乙烯(PVC)的物理参数的影响,得到了超声波焊接区域温度沿试样厚度成正比。焊接材料改性的影响。超声波焊接材料的改性会影响超声波焊接质量,纤维等填料的加入能够提高高分子材料的硬度,有利于超声波的传递,在适宜的工艺条件下填料加入可以提高超声波焊接接头强度。东莞超声波焊接。材料表面粗糙度的影响。增加材料表面粗糙程度可以降低声阻抗,提高表面能流密度,从而提高其超声波焊接质量。采用表面有滚制花纹的膜材料能够得到更高的超声波焊接质量,比表面光滑的 PP 膜的超声波焊接接头强度提高接近一倍。材料搭接宽度的影响。材料搭接宽度的增加使超声波焊接接头强度降低。因为随着搭接宽度增加,超声波焊接接头边缘应力集中增加,边缘出现的微裂纹增多,接头强度降低。超声波焊接用层合法和浸渍法制备的玻璃纤维改性PP,超声波焊接接头强度都随着宽度增加而降低。焊接面到焊头距离的影响。材料超声波焊接面到焊头的距离达到半波长值时超声波焊接接头强度大。超声波在塑料中传递主要是纵向波,大纵向波峰值往往出现在半波长,距离接近半波长时超声波传递给超声波焊接界面热能量最多,能得到良好的超声波焊接接头。针对不同厚度的 HS1000(芳基磷酸盐和粘土改性的聚苯醚,半波长为3.86cm )进行超声波超声波焊接,结果发现存在临界厚度为3.86 cm,小于临界厚度时超声波焊接接头强度和伸长率随厚度的增加而增加,大于临界厚度时超声波焊接接头强度迅速降低。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

