
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
超声波焊接机的使用不是一件简单的事情,对新手来说,使用的时候往往容易犯一些常见的错误,今天就来为您盘点一下在使用超声波焊接时常遇到的错误,希望能帮助大家在以后的使用中将其避免。使用韧性或者软性的塑料填充剂。这种填充剂有吸收声能的特点,使用的话会导致超声波塑料焊接机在熔接的时候效果降低。塑料件中软性或韧性的成分含量越高,焊接效果降低的就越明显。使用非热塑性的填充剂。这回导致超声波塑料焊接机在熔接的时候更加困难,超声波自动化并且当这种填充剂的含量超过30%的时候,将不能进行熔接。迎合面的设计不合理。当要求迎合面是密封式的或者是高强度的时候,迎合面的设计就非常重要了,如果设计的不合理,就可能导致熔胶外流、胶件破裂及接合面偏移的现象。使用超声波塑料焊接的时候为了避免注塑时候出现脱模困难的现象,往往会要求注塑件的表面光滑一些,这时候经常使用增加脱模剂的方法,但是这种方法会对焊接产生不利的影响,这是因为超声波塑料焊接机使用的是摩擦生热的原理,而脱模剂却能降低部分或全部的熔接效果。
航天、航空——清洗精密零部件。电子线路板,飞机轮毂,刹车系统、空调热交换器,轴承,各种金属件。铁路——各种闸阀,制动阀,减震器,轴承套件,客车,冷藏车制冷系统的冷凝器,散热器,机车内燃机零、部件,电器零、部件。汽车、摩托车制造业——缸体,盖,转向机构,减震器及各种机加工零件,底盘,轮毂电泳前的除油、除锈、除氧化皮。光学器件——照相机镜头,显微镜,望远镜,眼镜,钟表玻璃,光学透镜的研磨后,镀膜前清洗。液晶(LCD)制造——LCD基板镀ITO膜前清洗, LCD基片刻蚀,灌注液晶的前道,后道工序清洗。 电子制造、通讯、计算机——SMT贴片,PCB板焊接后的助焊剂,杂质清洗。微电子——单晶硅片,集成电路制造的工序过程清洗。

茂名定制先接通气源:拨起气体调节阀旋扭,将气压调整到4~7Kg范围内。后检查高周波熔接机面板上开关:高周波开关置于“关”位置,手动/自动选择开关于“手动”位置,电源开关置于“关”位置。合上电源入线空气开关和机台侧面的电源总开关,定制超声波金属焊线束机价格听到机体内有风机的旋转声。打开面板上电源开关,观察电源指示灯(绿色)亮起,电压表指示在220V左右。上升按扭调节:按高周波熔接机机动面板上红色上升按扭,使上模板上升至位置。将一个推盘推入工作位置,推盘侧面的磁铁会吸住支撑板而使推盘定位。安装上模:将高周波熔接机上模安装在上模板上,下模安装于转盘上。超声波焊接设备安装上模后调模:按动面板上绿色下降按扭,使上模下降到接近下模的位置。旋动上模吊装板上两端吊模螺丝调节上模左右平衡度,旋动上模吊装板上四角手柄螺丝调节上模四角平衡度,调整好平衡度后拧紧各调节螺丝。移动下模在转盘上的位置,对准上模,调好后锁紧两边管位螺丝。用同样方法调整好另一个下模在转盘上的位置。等待高周波模具预热和温控器:上模吊装板上设有发热器件和温控器。根据产品情况需要预热时,需在生产前20分钟左右打开温控器并调整旋扭设定好温度。此时温控器上红色指示灯亮着,等温度达到后指示灯熄灭,即可开始生产了。预热温度的高低需根据被熔接物的材质和厚度综合决定,一般PVC材料预热120℃左右,PET材料预热80℃左右。模具预热可加快生产速度,提高产量。

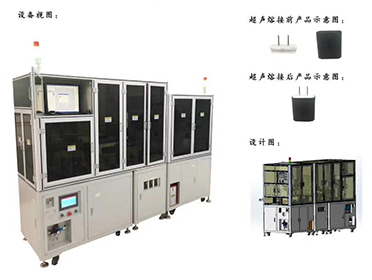
超声波自动化高周波机特性:气动控制,操作简单方便;人工放料及取料;熔接、切断完美快捷,效率高,工艺完美。输出力的调较。采用特有低损失的同轴振荡器,可以随时因模具大小及胶料厚薄而调较输出力强弱。使操作PVC雨裤热合机(时不做成干扰电讯,出力的调较亦可配合时间制,可出力,在最短时间内熔接产品,提高生产量。保护装置。a. 限流保护:当输出力调较过大时,会切断高周输出故可保护机内电子管不致因电流过大而损坏。b. 火花保护:在工作过程中,如果模具产生跳火现象,保护器会切断输出,模具亦自动上升、离开产品,使模具不致跳火而损坏。c. 紧突制:在工作过程中,可以随时停止高周波输出同时模具回到原位。热度恒温。除有高周波自身加热外,电机还有2000W发热片以及恒温器使模具预热加快熔接时间以及消除跳火现象。上升距离。设有一个三位电磁阀,可配合时间制使用,能够随意调较气缸上升距离,以减低气缸推出及回收所需时间,提高生产速度。高周波操作简易安全,欢迎新老客户随时来厂洽谈业务!

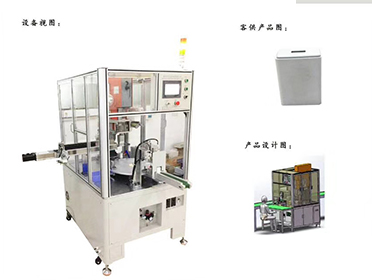
超声波焊接机實現自動化好處:晉昇產品質量 在采用手工超声波焊接机焊接机焊接工藝的制造過程中,人工控制焊接過程(起弧、收弧、焊接軌跡及參數設置等)的不正確、不不亂導致焊縫成型不好,輕易在焊接部位產氣憤孔、裂紋、未熔合等缺陷。在采用自動化焊接工藝的制造過程中,電弧燃燒不亂,連結處成分平均,焊縫成型好、焊縫接頭少、填充金屬熔敷率高。焊接工藝參數實現了自動化的存儲與輸出,可以保證工藝參數的正確性,保證特殊焊接要求的實現和焊縫質量的重現性。因為焊接自動化在晉昇產品質量方面具有上風,自動化焊接已經開始逐步取代手工焊接成為焊接加工的主要方法。超声波焊接机實現自動化好處:降低營運本錢 跟著勞動力本錢的不斷上昇,焊接自動化裝備機能、效率的不斷進步以及價格的逐漸降低,自動化超声波焊接机焊接机焊接和手工焊接比擬較長期來看具有本錢上風,同時,超声波焊接机焊接机焊接自動化裝備具有的高效率、高不亂性上風使得制造廠商可以較快的收回焊接系統的投入本錢並進步焊接質量。

下面我们进一步研究这些参数对焊接强度的影响,下图是对1mm厚的铝板,以工具头的振动位移为参量,研究压力与焊接强度关系的结果图。如压力过小,强度就不高.反之压力过大,焊接部位变形就大,强度也下降。右图曲线表明:试验厚1mm、宽14mrn的细长铝片,以焊接时间为参量,测量焊接强度与触头位移关系的结果。由图可知,如果振幅过大,时间过长,材料在被焊接部分的周围引起疲劳,则会导致强度下降。此外,我们还知道,如果设法使焊接后的变形量保持恒定,则焊接强度将都能保持恒定。为了得到高质量的焊接,可以控制焊接后的变形量使之恒定。这里可用简单的方法、控制焊接时间达到控制变形程度;也可以像目前采用微机控制的点焊机那样,根据材质及板厚,来控制超声功率输出大小和焊接时间的长短,达到焊接,使焊接强度大。金属材料的超声波焊接一般都在同种材料下进行焊接。不同的材料有时也能焊接。是一张可能被利用于超声波焊接机的各种金属材料组合表。表中黑方格表示能够使用超声焊接的各种组合。超声焊接可以使材料的温度效应降到低(焊区的温度不超过被焊金属的熔化温度的50%)。从而不会引起被焊金属的结构变化。超声焊接的这些优点最适宜于在微电子工业中应用。可取代热压焊接方法。在很多情况下,只有用超声焊接才能保证所希望的连接质电子工业中应用。可取代热压焊接方法。在很多情况下,只有用超声焊接才能保证所希望的连接质量。如对非常薄的金属箔的焊接、对薄膜或细丝连大零件上的焊接、生产电容器时金属导线对铝箔的焊接、半导体中的引线的焊接及集成电路输出线的连接等均需超声焊接。通过超声焊接的连接点,牢度高,塑性大,剩余应力小,质量稳定,有良好的抗疲劳性,及焊点密封性能好等特点。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

