
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼

塑料焊接技术的应用超声波塑料焊接机用途极其广泛,其主要应用于以下行业:玩具业:塑胶玩具、玩具枪、塑胶电话、游乐器、飞机、卡通塑胶玩具等;文具业:订书机、PP文卷夹、塑料笔桶等;电子业:计算机、手机电池、充电器、SD卡、电子表、乐器、录影带盒、CD外壳、手机外壳等;汽车业:后车灯、后视镜、前角灯、指示灯座、仪表板、喇叭、码表等;食品业:保温杯、内松盒、座密封式容器等;电机业:电源开关盒、继电器、设定器、电池外壳、整流器、天线结盒等;饰品业:冲花、锁匙扣、相框、压克力钻等; 日常用品:打火机、眼镜盒、手提电筒、时钟等; 其它:PP盒、厨具用品、通讯设备等。随着人们生活中对轻量化工具的需求的增大和塑料工业的迅速发展,塑料在生活中的应用将会越来越多,越来越广,各种塑料的焊接方法也会得到长足的发展。就如塑料焊接技术水平已经成为了衡量汽车生产技术水平及新材料开发水平的标志之一。可以深信,各种塑料的焊接方法必将在各个工业领域发挥越来越广的作用。

如今超声波焊接机的品种,型号越来越多,在超音波熔接作业中,产品表面产生伤痕、结合处断裂或有裂痕是常见的。因此使用超声波焊接机来作业的情况也就会越来越多,由于其特有的质材,所以超音波发振作用于塑料产品时,产品表面就容易发生烫伤,而1m/m以内肉厚较薄之塑料柱或孔,也极易产生破裂现象,这是超音波作业先决现象是无可避免的。另外一方面就是使用超声波点焊机来修复一些难以熔接的效果,是以此时必须考虑功率输出(段数)、熔接时间、动态压力等配合因素,来克服此种作业缺失。超声波焊接机焊接制品伤痕如何解决?下面总结介绍一下超声波焊接机解决方法:降低压力,减少延迟时间,减少熔接时间。引用介质覆盖(如PE袋)。 模治具表面处理(硬化或镀铬)。易震裂或断之产品,治具宜制成缓冲,如软性树脂或覆盖软木塞等(此项指不影响熔接强度)。 等这些都是超声波焊接机需要解决的问题,现行还有一些使用超声波作业的设备有很多,像超声波点焊机,旋转焊接机等,都是焊接机中不错的产品。因此对于超声波焊接机来说,虽然有一定的优势,但是也需要我们注意的就是其制品表面产生伤痕该如何解决,该如何避免,对于超声波设备部件也是如此,超声波点焊机在使用之前也要了解其工作原理再去使用。

贴标机在包装行业中应用范围非常的广泛,贴标机能实现±1㎜贴标,优良的性能让包装行业赞不绝口。贴标机不仅在贴标时节省成本,更是在利用贴标机多元化性能适应各种生产环境的发展。随着包装产品的不同,超声波自动化贴标机也分为了多种机型及定制型,解决了各大行业的燃眉之急。当然,贴标机在使用过程中肯定会有一些不可避免的小问题,或者是小故障,接下来跟大家分享总结的一些常见故障FAQ以及处理方式的。偏差。贴标机长期运作不检修,大家都知道贴标机设备用什么来固定及调试间隙的,自然会出现偏差的情况:标签走偏或走向不稳定,牵引打滑,包装材料不到位。遇到这种问题,注意将标签扶正,让标签能走在正道上,调节好标签的倾斜度,实现平行贴标。包装材料在制作的过程中,边缘位置上存在的偏差,是需要注意控制好。只有保证材质质量,才能彻底解决偏差的问题。断标。贴标机在运行中经常会发生这种问题,也就是标签在被牵引的过程中出现损坏,除了要更换质量好的标签纸之外,还需要注意到是避免在标签上有刮伤的问题,一旦有容易断裂的标签,是该注意控制下,只有保证标签质量的同时,才能让贴标机更好运转。连续出标。贴标机工作时,经常会遇到连续出标的情况,调节电眼依然无法解决,就已经超出适用范围,这个时候应该注意的是,是不是标签被带偏了,电眼根本无法检测到标签的存在,只有将位置给调整准确的情况下,才能检测出位置来。在牵引速度中,还应该注意的是,贴标机控制面板上,有贴标速度及最小速度,方能保证贴标质量的同时,是能调整速度的。遇到问题及时发现和解决,做到处理到位,才能有效解决贴标过程中存在的小故障。

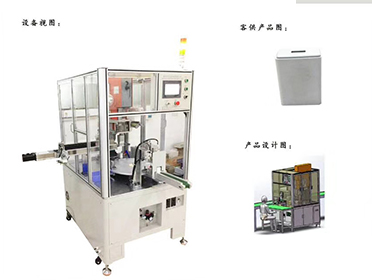
上海专业将熔接产品放入:将吸塑罩下半片置入下模内,放放被包装物件,再将吸塑罩上半片对准下吸塑罩放好,转动转盘使下模进入工作区定位,按动下降按扭,使上模下降压住吸塑罩。再将带有黄铜圈的接地铝板安装在接地支架上(注意:黄铜圈必需与推盘可靠接触)。顺时针旋动机器前面的同调器旋扭,专业非标超声波自动焊接机厂家使指针指向零位,设定下降延迟时间为1.5秒左右,熔接时间10秒,定型时间为1.5秒左右,上升时间为1秒左右。先将高周开关置于“关”位置,再把自动/手动选择开关扳向“自动”位置,机器进入一个自动工作过程,延迟1.5秒后熔接时间开始,缓慢调节同调器,使指针向大数方向旋转,观察电流表指针慢慢上升,观察被熔接吸塑罩,被熔接好时按下红色停/上升按扭,机器立即停止熔接,上模上升至位置。此时,将自动/手动选择开关扳回“手动”位置,推动推盘使下模离开工作区,取出料件检视包装熔接效果。根据实际情况重新设定熔接时间(一般在2~4秒左右),按照前面的方法再次试压,适当增加熔接电流,使机器在设定的熔接时间内能熔接好料件。熔接时间完成后,进入冷却定型时间(根据情况设定),定型时间完成后上模上升,上升高度由设定的上升时间决定,经过多次试压调校达到要求后,即可将自动/手动选择开关置于“自动”位置进行正常生产了。正常生产时要调整好下降时间,要求在下降时间内上模下降并压紧料件,也不能太长而浪费时间。注意:每次生产前必须先将机器通电,让电子管预热15分钟后方可生产。高周波机保护动作和急停开关:无论是在试压或正常生产的熔接过程中,若出现模具打火或电流超过机器允许值时,机器会立即自动停止熔接过程,以保护模具、料件和机器的贵重部件。在熔接过程中出现异常时,可立即按动红色急停按扭,机器都会立即停止熔接过程。高周波熔接机停机后续:停机时首先关闭面板上的电源开关,待冷却风机继续工作5分钟后再关闭电开关。
电子技术、计算机微电子住处和自动化技术的发展,推动了焊接自动化技术的发展。特别是数控技术、柔性制造技术和信息处理技术等单元技术的引入,促进了焊接自动化技术革命性的发展。焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是未来开展研究的重要方向。应开展佳控制方法方面的研究,包括线性和各种非线性控制。具代表性的是焊接过程的模糊控制、神经网络控制,以及系统的研究。焊接柔性化技术也是着力研究的内容。在未来的研究中,将各种光、机、电技术与焊接技术有机结合,以实现焊接的化和柔性化。用微电子技术改造传统焊接工艺装备,是提高焊接自动化水平淡的根本途径。将数控技术配以各类焊接机械设备,以提高其柔性化水平,是当前的一个研究方向;另外,焊接机器人与系统的结合,实现自动路径规划、自动校正轨迹、自动控制熔深等功能是研究的重点。焊接控制系统的集成是人与技术的集成和焊接技术与信息技术的集成。集成系统中信息流和物质流是其重要的组成部分,促进其有机地结合,可大大降低信息量和实时控制的要求。注意发挥人在控制和临机处理的响应和判断能力,建立人机圣诞的友好界面,使人和自动系统和谐统一,是集成系统的不可低估的因素。超声波自动化提高焊接电源的可靠性、质量稳定性和控制,以及优良的动感性,也是着重研究的课题。开发研制具有调节电弧运动、送丝和焊枪姿态,能探测焊缝坡开头、温度场、熔池状态、熔透情况,适时提供焊接规范参数的高性能焊机,并应积极开发焊接过程的计算机模拟技术。使焊接技术由“技艺”向“科学”演变辊实现焊接自动化的一个重要方面。本世纪头十年,将是焊接行业飞速发展的有利时期。我们广大焊接工作者任重而道远,务必树立知难而上的决心。抓住机遇,为我国焊接自动化水平的提高而努力奋斗。

超声波自动化高周波机特性:气动控制,操作简单方便;人工放料及取料;熔接、切断完美快捷,效率高,工艺完美。输出力的调较。采用特有低损失的同轴振荡器,可以随时因模具大小及胶料厚薄而调较输出力强弱。使操作PVC雨裤热合机(时不做成干扰电讯,出力的调较亦可配合时间制,可出力,在最短时间内熔接产品,提高生产量。保护装置。a. 限流保护:当输出力调较过大时,会切断高周输出故可保护机内电子管不致因电流过大而损坏。b. 火花保护:在工作过程中,如果模具产生跳火现象,保护器会切断输出,模具亦自动上升、离开产品,使模具不致跳火而损坏。c. 紧突制:在工作过程中,可以随时停止高周波输出同时模具回到原位。热度恒温。除有高周波自身加热外,电机还有2000W发热片以及恒温器使模具预热加快熔接时间以及消除跳火现象。上升距离。设有一个三位电磁阀,可配合时间制使用,能够随意调较气缸上升距离,以减低气缸推出及回收所需时间,提高生产速度。高周波操作简易安全,欢迎新老客户随时来厂洽谈业务!
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

