
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
调节音波选择螺丝,振幅表之指针会左右摆动,但并非表示功率输出之大小,而仅表示发振系统与振动系统之谐振程度,指示刻度值越小,则表示谐振程度越佳。振幅表在空载发振时,表示谐振程度,负载发振时表示输出能量。焊接前务必做音波检测,以确保发振系统与振动系统之谐振。更换焊模后,切记一定要做音波检测程序。调整时,如果过载指示灯发亮,则立即放开音波检验钮,约过1秒钟后,再转动音波调整螺丝作音波选择调整。正确的调谐非常重要,如果无法调较到正常状态,不能达到音波检测程序第5项 的要求时,请即送修,不可勉强使用,以免扩大故障。工作气压不能超过5kg/cm。校模程序:为达到机器能量,东莞超声波焊接机上焊模与工件间的距离应尽量缩短,但仍应留有必要的距离,以便工件的放置和取出。升降台的行程为75mm,因此在校模前,在确定上焊模在行程时,不会接触工件。
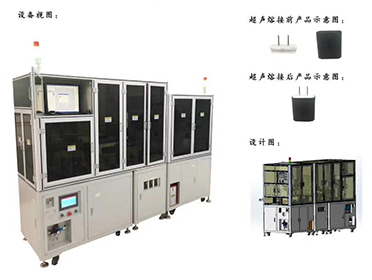
将熔接产品放入:将吸塑罩下半片置入下模内,放放被包装物件,再将吸塑罩上半片对准下吸塑罩放好,转动转盘使下模进入工作区定位,按动下降按扭,使上模下降压住吸塑罩。再将带有黄铜圈的接地铝板安装在接地支架上(注意:黄铜圈必需与推盘可靠接触)。顺时针旋动机器前面的同调器旋扭,使指针指向零位,设定下降延迟时间为1.5秒左右,熔接时间10秒,定型时间为1.5秒左右,上升时间为1秒左右。先将高周开关置于“关”位置,再把自动/手动选择开关扳向“自动”位置,机器进入一个自动工作过程,延迟1.5秒后熔接时间开始,缓慢调节同调器,使指针向大数方向旋转,观察电流表指针慢慢上升,观察被熔接吸塑罩,被熔接好时按下红色停/上升按扭,机器立即停止熔接,上模上升至位置。此时,将自动/手动选择开关扳回“手动”位置,推动推盘使下模离开工作区,取出料件检视包装熔接效果。根据实际情况重新设定熔接时间(一般在2~4秒左右),按照前面的方法再次试压,适当增加熔接电流,使机器在设定的熔接时间内能熔接好料件。熔接时间完成后,进入冷却定型时间(根据情况设定),定型时间完成后上模上升,上升高度由设定的上升时间决定,经过多次试压调校达到要求后,即可将自动/手动选择开关置于“自动”位置进行正常生产了。正常生产时要调整好下降时间,要求在下降时间内上模下降并压紧料件,也不能太长而浪费时间。注意:每次生产前必须先将机器通电,让电子管预热15分钟后方可生产。高周波机保护动作和急停开关:无论是在试压或正常生产的熔接过程中,若出现模具打火或电流超过机器允许值时,机器会立即自动停止熔接过程,以保护模具、料件和机器的贵重部件。在熔接过程中出现异常时,可立即按动红色急停按扭,机器都会立即停止熔接过程。高周波熔接机停机后续:停机时首先关闭面板上的电源开关,待冷却风机继续工作5分钟后再关闭电开关。

超声波自动化高周波机特性:气动控制,操作简单方便;人工放料及取料;熔接、切断完美快捷,效率高,工艺完美。输出力的调较。采用特有低损失的同轴振荡器,可以随时因模具大小及胶料厚薄而调较输出力强弱。使操作PVC雨裤热合机(时不做成干扰电讯,出力的调较亦可配合时间制,可出力,在最短时间内熔接产品,提高生产量。保护装置。a. 限流保护:当输出力调较过大时,会切断高周输出故可保护机内电子管不致因电流过大而损坏。b. 火花保护:在工作过程中,如果模具产生跳火现象,保护器会切断输出,模具亦自动上升、离开产品,使模具不致跳火而损坏。c. 紧突制:在工作过程中,可以随时停止高周波输出同时模具回到原位。热度恒温。除有高周波自身加热外,电机还有2000W发热片以及恒温器使模具预热加快熔接时间以及消除跳火现象。上升距离。设有一个三位电磁阀,可配合时间制使用,能够随意调较气缸上升距离,以减低气缸推出及回收所需时间,提高生产速度。高周波操作简易安全,欢迎新老客户随时来厂洽谈业务!

清洗机在很多的企业中都被广泛的使用,长沙专业即是由于超声波清洗机的清洁程度高,也是对于复杂的工件也有着的清洁能力,那么工业超声波清洗机对于表面工艺到底是如何做到彻底的清理呢,专业超声波自动焊接机价格下面有超声波清洗机设备的工作人员告诉您。抛光件表面抛光膏的清洗。抛光膏常常采用石蜡调合,石蜡分子量大,熔点较高,常温下呈固态,是较难清洗的物质,传统的办法是采用有机溶剂清洗或高温碱水煮洗有许多弊病。采用超声波清洗则可使用水基清洗剂,在中温条件下,几分钟内将工件表面彻底清洗干净,常用工艺流程是:1、浸泡2、波清洗3、清水漂洗。表面有油及少量锈的冷轧钢板。 冷轧钢板表面一般有油、污或少量铁锈,要洗干净比较容易,但经一般方法清洗后,工件表面仍残留一层非常细薄的浮灰,影响后续加工质量,有时不得不再采用强酸浸泡的办法去除这层浮灰。而采用超声波清洗并适当的清洗液,可方便快捷地实现工件表面彻底清洁,并使工件表面具有较高的活性,有时甚至可以免去电镀前酸浸活化工序。表面有氧化皮和黄锈的工件。 传统的办法是采用盐酸或硫酸浸泡清洗。如采用超声波清洗处理技术,可以快捷地在几分钟内同时去除工件表面的油、锈、并避免了因强酸清洗伴随产生的氢脆问题。利用超声波清洗技术,还可以在很大的范围内替代强酸、强碱的作用,大大减少对和环境的污染,并改善工人的劳动环境,降低劳动强度,对保护生态环境,作出贡献。超声波清洗机技术在电镀等行业中会有很广泛的应用前景。近年来诸多电镀厂商采用无超声波清洗技术设备,替代电镀线原有的酸碱处理工位获得成功,使电镀件质量及产量较原来有更大提高,并改善了生产环境,取得了良好的经济效益和社会效益。超声波自动化电镀工艺,对工件表面清洁度要求较高,而超声波清洗技术是能达到此要求的理想技术。利用超声波清洗机技术,可以替代溶剂清洗油污;可以替代电解除油;可以替代强酸浸蚀去除碳钢及低合金钢表面的铁锈及氧化皮。超声波清洗技术的应用,可以使许多传统的清洗工艺得到简化,并大大提高清洗质量和生产效率。特别是对那些形状较为复杂、边角要求较高的工件更具有优越性。
PPS的工业应用范围:电子方面:视机、电脑上的高压元件、外壳、插座、接线柱,电动机的起动线圈、叶片,电刷托架及转子绝缘部件,接触开关,继电器,电熨斗,吹风机,灯头,暖风机,F级薄膜等。汽车工业:适用于排气再循环阀及水泵叶轮,及汽化器、排气装置、排气调节阀、灯光反射器、轴承、传感部件等。机械工业:用作轴承、泵、阀门、活塞、精密齿轮、以及复印机、照相机、计算机零部件,导管、喷雾器、喷油嘴、仪器仪表零件等。化工领域:用于制作耐酸碱的阀门管道、管件、阀门、垫片及潜水泵或叶轮等耐腐蚀零部件。PPS的应用是以其优异的耐热性为中心,Branson超声波兼顾它的减摩自润滑性、化学稳定性、尺寸稳定性,阻燃性和电绝缘性等。在化工行业PPS可用作合成、输送、储存物料的反应罐、管道、阀门、化工泵等;在机械工业中PPS可制作叶轮、叶片、齿轮、偏心轮、轴承、离合器及耐磨零件;PPS的主要用途还是在电子电器领域,如制作变压器骨架,高频线圈骨架、插头、插座、接线架、接触器转鼓鼓片及各种精密零件等。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

