
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
塑料材质的密度愈高(硬质)会比密度愈低(韧性高)的熔接强度高。4.工件品表面产生伤痕或裂痕。在超音波熔接作业中,产品表面产生伤痕、结合处断裂或有裂痕是常见的。因为在超音波作业中会产生两种情形:(1)高热能直接接触塑料产品表面振动传导 。 所以超音波发振作用于塑料产品时,产品表面就容易发生烫伤,而1m/m以内肉厚较薄之塑料柱或孔,也极易产生破裂现象,这是超音波作业先决现象是无可避免的。(2)在另一方面,有因超音波输出能量的不足(分机台与HORN上模),在振动摩擦能量转换为热能时需要用长时间来熔接,以累积热能来弥补输出功率的不 足。此种熔接方式,不是在瞬间达到的振动摩擦热能,而需靠熔接时间来累积热能,使塑料产品之熔点到达成为熔接效果,如此将造成热能停留在产品表面过久, 而所累积的温度与压力也将造成产品的烫伤、震断或破裂。是以此时必须考虑功率输出(段数)、熔接时间、动态压力等配合因素,来克服此种作业缺失。目前广泛使用的15K或20K超声波机,在熔接高精密小尺寸电子原件时存在的易击穿,易损坏内部芯片严重等现象,而具有高精密度超声波塑焊机将目前市场各厂家广泛使用的15K或20K超声波,在熔接高精密电子元件时存在的易击穿,易损坏内部芯片等严重现象,高精密型40K超声波塑焊机,智能自动追频,高频焊接机可有效的为客户解决上述疑难问题。适合于小而精密高的超声焊接,如SD卡、电子充电器、安慰奶嘴、耳机听筒及插头等各小面积焊接、小产品焊接、焊接精密度要求高的产品。
最近接到很多朋友咨询超声波塑料焊接和金属焊接的原理及区别。为了更好的让用户了解其中的不同, 超声波塑焊机厂家小编为大家整理下超声波塑料、金属焊接机的焊接原理及区别。超声波塑料焊接和金属焊接的原理及区别。超声波金属焊接机。超声波金属焊接原理是利用超声频率(超过15KHz )的机械振动能量,连接同种金属或异种金属的一种特殊方法。金属在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将线框振动能量转变为工件间的摩擦功、形变能及有限的温升。接头间的冶金结合是母材不发生熔化的情况下实现的一种固态焊接.因此它有效地克服了电阻焊接时所产生的飞溅和氧化等现象。超声金属焊机能对铜、银、铝、镍等有色金属的细丝或薄片材料进行单点焊接、多点焊接和短条状焊接。可广泛应用于可控硅引线、熔断器片、电器引线、锂电池极片、极耳的焊接。

电子电器元器件——各种电阻,电容,电子器件,磁器件,低压电器制品的清洗。五金冲压件——各种五金制品的冲压后除油、除锈、除氧化物、除污等清洁。机械的零件——各种精密加工金属零件的除油、除屑、除锈、除氧化物、除污等清洁。珠海优质家电产品——各种家电产品制造如彩色显像管,空调,冰箱零部件,热水器,灶具,电饭锅,电磁灶,电风扇,榨汁机,电熨斗等金属件清洗。电镀,真空镀——镀前除锈,氧化层,除油,除抛光蜡,抛光膏等清洗。优质超声波塑焊机厂家厂家钟表、眼镜、珠宝--制造过程金属表壳,表带,机芯零件,眼镜架,珠宝研究抛光后的精密清洗。电机,微电机--转子,空子,矽钢片,机壳,电机片的除油清洗。容器类--各种口服液容器,食品玻璃金属容器,化妆品容器类,包装容器类,牙科器具清洗、检验板。医用器具--内窥镜,手术器械,注射器,试管,生化检验容器,玻璃片的血液,组织液,污物清洗。中药材有效成份萃取--替代传统的高温水煮萃取工艺,高效并保护有效成份。维修清洗--各种设备,设施,交通运输车辆工具,家用电器维修中的除油,除尘,除垢清洗;印刷行业的胶辊、丝印网清洗,打印机喷头清洗,CD/VCD/DVD光盘清洗。液压油清洗--循环冲洗过滤装置广泛应用于油库、飞机制造、航空、工程机械、冶金和造船等行业,用于冲洗过滤液压系统在制造、装配、使用过滤,提高清洁度,避免或减少因污染而造成的故障。

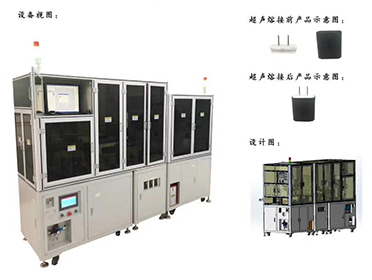
将熔接产品放入:将吸塑罩下半片置入下模内,放放被包装物件,再将吸塑罩上半片对准下吸塑罩放好,转动转盘使下模进入工作区定位,按动下降按扭,使上模下降压住吸塑罩。再将带有黄铜圈的接地铝板安装在接地支架上(注意:黄铜圈必需与推盘可靠接触)。顺时针旋动机器前面的同调器旋扭,使指针指向零位,设定下降延迟时间为1.5秒左右,熔接时间10秒,定型时间为1.5秒左右,上升时间为1秒左右。先将高周开关置于“关”位置,再把自动/手动选择开关扳向“自动”位置,机器进入一个自动工作过程,延迟1.5秒后熔接时间开始,缓慢调节同调器,使指针向大数方向旋转,观察电流表指针慢慢上升,观察被熔接吸塑罩,被熔接好时按下红色停/上升按扭,机器立即停止熔接,上模上升至位置。此时,将自动/手动选择开关扳回“手动”位置,推动推盘使下模离开工作区,取出料件检视包装熔接效果。根据实际情况重新设定熔接时间(一般在2~4秒左右),按照前面的方法再次试压,适当增加熔接电流,使机器在设定的熔接时间内能熔接好料件。熔接时间完成后,进入冷却定型时间(根据情况设定),定型时间完成后上模上升,上升高度由设定的上升时间决定,经过多次试压调校达到要求后,即可将自动/手动选择开关置于“自动”位置进行正常生产了。正常生产时要调整好下降时间,要求在下降时间内上模下降并压紧料件,也不能太长而浪费时间。注意:每次生产前必须先将机器通电,让电子管预热15分钟后方可生产。高周波机保护动作和急停开关:无论是在试压或正常生产的熔接过程中,若出现模具打火或电流超过机器允许值时,机器会立即自动停止熔接过程,以保护模具、料件和机器的贵重部件。在熔接过程中出现异常时,可立即按动红色急停按扭,机器都会立即停止熔接过程。高周波熔接机停机后续:停机时首先关闭面板上的电源开关,待冷却风机继续工作5分钟后再关闭电开关。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

