
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼

贴标机在包装行业中应用范围非常的广泛,贴标机能实现±1㎜贴标,优良的性能让包装行业赞不绝口。贴标机不仅在贴标时节省成本,更是在利用贴标机多元化性能适应各种生产环境的发展。随着包装产品的不同,超声波自动化贴标机也分为了多种机型及定制型,解决了各大行业的燃眉之急。当然,贴标机在使用过程中肯定会有一些不可避免的小问题,或者是小故障,接下来跟大家分享总结的一些常见故障FAQ以及处理方式的。偏差。贴标机长期运作不检修,大家都知道贴标机设备用什么来固定及调试间隙的,自然会出现偏差的情况:标签走偏或走向不稳定,牵引打滑,包装材料不到位。遇到这种问题,注意将标签扶正,让标签能走在正道上,调节好标签的倾斜度,实现平行贴标。包装材料在制作的过程中,边缘位置上存在的偏差,是需要注意控制好。只有保证材质质量,才能彻底解决偏差的问题。断标。贴标机在运行中经常会发生这种问题,也就是标签在被牵引的过程中出现损坏,除了要更换质量好的标签纸之外,还需要注意到是避免在标签上有刮伤的问题,一旦有容易断裂的标签,是该注意控制下,只有保证标签质量的同时,才能让贴标机更好运转。连续出标。贴标机工作时,经常会遇到连续出标的情况,调节电眼依然无法解决,就已经超出适用范围,这个时候应该注意的是,是不是标签被带偏了,电眼根本无法检测到标签的存在,只有将位置给调整准确的情况下,才能检测出位置来。在牵引速度中,还应该注意的是,贴标机控制面板上,有贴标速度及最小速度,方能保证贴标质量的同时,是能调整速度的。遇到问题及时发现和解决,做到处理到位,才能有效解决贴标过程中存在的小故障。

焊接压力的影响。焊接压力对焊接熔融区的厚度和取向程度有较大影响,焊接压力增加,熔融层厚度减小,焊接接头的取向程度增加,宏观表现为焊接压力增加,接头沿取向方向的剪切强度增加,垂直于取向方向的弯曲强度降低。超声波塑焊机厂家焊头下降速度的影响。一定的条件下,焊头下降速度越快,达到的焊接接头强度越高。在超声波焊接机焊接过程中,高的下降速度能够得到高的接触压力,有利于焊接界面紧密地接触和分子充分地扩散。振幅的影响。振幅是金属在超声波焊接时首要选择的工艺参数,材料在特定的超声波频率下都有适宜的振幅范围。适宜的振幅范围内,振幅增加有利于超声波能量的扩散,从而提高焊接接头强度。熔融层厚度随振幅增大而略微减小,导致焊接接头的剪切强度增加,弯曲强度降低。超声波焊接机的使用,离不开以上几个工艺,如果使用不好就会造成焊接效果不好,使人误以为是超声波焊接机不行。所以,小编提醒朋友们一定要注意以上几个工艺。
每当超声波作用于热塑性的塑料接触面时,超声波塑焊机厂家会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度。超声波塑料焊接的好坏取决于换能器焊头的振幅,所加压力及焊接时间等三个因素,焊接时间和焊头压力是可以调节的,振幅由换能器和变幅杆决定。这三个量相互作用有个适宜值,能量超过适宜值时,塑料的熔解量就大,焊接物易变形;若能量小,则不易焊牢,所加的压力也不能太大。这个压力是焊接部分的边长与边缘每1mm的压力之积。所以针对不同的焊接对象需要有不同工具头,东莞超声波焊接机由于使用场合及焊接材料不同,焊接尺寸大小不一样,其规格也是各式各样的。

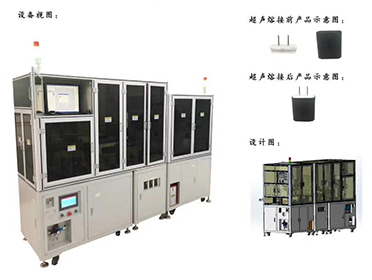
东莞优质将熔接产品放入:将吸塑罩下半片置入下模内,放放被包装物件,再将吸塑罩上半片对准下吸塑罩放好,转动转盘使下模进入工作区定位,按动下降按扭,使上模下降压住吸塑罩。再将带有黄铜圈的接地铝板安装在接地支架上(注意:黄铜圈必需与推盘可靠接触)。顺时针旋动机器前面的同调器旋扭,优质全自动超声波塑焊机价格使指针指向零位,设定下降延迟时间为1.5秒左右,熔接时间10秒,定型时间为1.5秒左右,上升时间为1秒左右。先将高周开关置于“关”位置,再把自动/手动选择开关扳向“自动”位置,机器进入一个自动工作过程,延迟1.5秒后熔接时间开始,缓慢调节同调器,使指针向大数方向旋转,观察电流表指针慢慢上升,观察被熔接吸塑罩,被熔接好时按下红色停/上升按扭,机器立即停止熔接,上模上升至位置。此时,将自动/手动选择开关扳回“手动”位置,推动推盘使下模离开工作区,取出料件检视包装熔接效果。根据实际情况重新设定熔接时间(一般在2~4秒左右),按照前面的方法再次试压,适当增加熔接电流,使机器在设定的熔接时间内能熔接好料件。熔接时间完成后,进入冷却定型时间(根据情况设定),定型时间完成后上模上升,上升高度由设定的上升时间决定,经过多次试压调校达到要求后,即可将自动/手动选择开关置于“自动”位置进行正常生产了。正常生产时要调整好下降时间,要求在下降时间内上模下降并压紧料件,也不能太长而浪费时间。注意:每次生产前必须先将机器通电,让电子管预热15分钟后方可生产。高周波机保护动作和急停开关:无论是在试压或正常生产的熔接过程中,若出现模具打火或电流超过机器允许值时,机器会立即自动停止熔接过程,以保护模具、料件和机器的贵重部件。在熔接过程中出现异常时,可立即按动红色急停按扭,机器都会立即停止熔接过程。高周波熔接机停机后续:停机时首先关闭面板上的电源开关,待冷却风机继续工作5分钟后再关闭电开关。
机械外观清洁保养方法:超过一星期未使用,请和防尘套(塑胶袋)覆盖。长时间不使用时,请将本机外观擦拭,上油保养,并盖上附机之封套,置于干燥通风场所。焊机每使用满一月,滑动部位应揩试干净,重新涂上优质润滑油脂。除升降螺杆已收润滑油外,其它各部不需上任何油剂。每月应打控制箱上盖,用干净不带水分空气枪,清除箱内粉尘,以保持零件之良好。外观若有灰尘,用干净布擦拭,每隔半年应用干燥之压缩空气吹净机内尘埃,清洁焊机侧板、表面时严禁使用各种熔剂,应使用中性洗涤剂,轻轻擦拭。焊头本身是依熔接物来决定,且必须配合振动系统之共振。焊头、底模及工作物常保持清洁。 机械定期擦拭,但不可使用液体清洗,发振箱(推荐:保管箱)上方勿重压或放置流体物。4.定期查检保养方法:定期检查内部振动子输出线是否磨损。滤水杯达1/3水位时,请将水排除。随时注意机台位置安全。工作场所保持空气畅通,周围温度不可过高(40℃以下) 升降沟槽、螺杆等定期抹黄油脂,并保持清洁。定期检查电缆接头是否松动。超声波焊接设备请勿置于潮湿或多尘及过热之场所,机器(推荐:换热器)上方勿放置流体物,平时注意整洁,随时擦拭,但不可使用液体清洗。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

