
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
超声波焊接机實現焊接自動化的好處,為何要實現自動化,超声波塑焊机厂家有何好處? 科技在提高,時代在發展,跟著自動化機械行業的發展,我國的各行各業都得到了穩步的晉昇,就以中國的『制造名城』東莞來說,自動化機械行業得到正視代表自動化機械給商家帶來了不可估量的價值,良多人工都無法完成的產能,自動化機械能夠完成的很好,並且降低了企業的投入,得到了巨大的回報。就自動化超声波焊接机焊接机焊接机來說,取代了傳統的人工操縱,一臺機械的速度能夠和3~4人工的操縱放料焊接速度比擬,質量得到大大的晉昇,也不會鋪張資源,何樂而不為呢?並且自動化機械還能夠晉昇公司的一個企業形象,現在招工難,留住員工更難,員工會發脾氣,氣憤感冒發高燒說不來上班就不來上班,影響出產進行,自動化機械就不會,這也是縱多企業越來越面向選擇自動化超声波焊接机焊接机焊接机的原因。由此可見各行各業都對自動化機械行業很正視。超声波焊接机焊接自動化取代傳統人工焊接已經是大勢所趨,接下來焊接自動化行業在未來幾年的發展方向是:由單機焊接自動化裝備到數字化焊接車間實現點線面的階段式發展。焊接自動化裝備通常集焊接工藝,自動控制、精密機械設計制造等多種技術於一體,跟著超声波焊接机焊接机自動化、超声波焊接机焊接机智能化、超声波焊接机焊接机數字化等技術的日益發展和廣泛應用,超声波焊接机焊接机焊接自動化正在由單機焊接自動化裝備向焊接自動化出產線和數字化焊接車間發展。

最近接到很多朋友咨询超声波塑料焊接和金属焊接的原理及区别。为了更好的让用户了解其中的不同, 超声波塑焊机厂家小编为大家整理下超声波塑料、金属焊接机的焊接原理及区别。超声波塑料焊接和金属焊接的原理及区别。超声波金属焊接机。超声波金属焊接原理是利用超声频率(超过15KHz )的机械振动能量,连接同种金属或异种金属的一种特殊方法。金属在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将线框振动能量转变为工件间的摩擦功、形变能及有限的温升。接头间的冶金结合是母材不发生熔化的情况下实现的一种固态焊接.因此它有效地克服了电阻焊接时所产生的飞溅和氧化等现象。超声金属焊机能对铜、银、铝、镍等有色金属的细丝或薄片材料进行单点焊接、多点焊接和短条状焊接。可广泛应用于可控硅引线、熔断器片、电器引线、锂电池极片、极耳的焊接。

先接通气源:拨起气体调节阀旋扭,将气压调整到4~7Kg范围内。后检查高周波熔接机面板上开关:高周波开关置于“关”位置,手动/自动选择开关于“手动”位置,电源开关置于“关”位置。合上电源入线空气开关和机台侧面的电源总开关,听到机体内有风机的旋转声。打开面板上电源开关,观察电源指示灯(绿色)亮起,电压表指示在220V左右。上升按扭调节:按高周波熔接机机动面板上红色上升按扭,使上模板上升至位置。将一个推盘推入工作位置,推盘侧面的磁铁会吸住支撑板而使推盘定位。安装上模:将高周波熔接机上模安装在上模板上,下模安装于转盘上。超声波焊接设备安装上模后调模:按动面板上绿色下降按扭,使上模下降到接近下模的位置。旋动上模吊装板上两端吊模螺丝调节上模左右平衡度,旋动上模吊装板上四角手柄螺丝调节上模四角平衡度,调整好平衡度后拧紧各调节螺丝。移动下模在转盘上的位置,对准上模,调好后锁紧两边管位螺丝。用同样方法调整好另一个下模在转盘上的位置。等待高周波模具预热和温控器:上模吊装板上设有发热器件和温控器。根据产品情况需要预热时,需在生产前20分钟左右打开温控器并调整旋扭设定好温度。此时温控器上红色指示灯亮着,等温度达到后指示灯熄灭,即可开始生产了。预热温度的高低需根据被熔接物的材质和厚度综合决定,一般PVC材料预热120℃左右,PET材料预热80℃左右。模具预热可加快生产速度,提高产量。

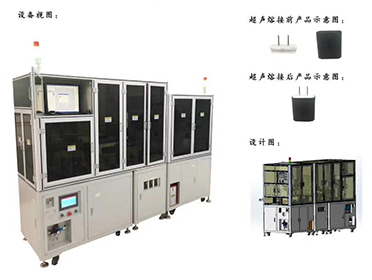
超声波自动化高周波机特性:气动控制,操作简单方便;人工放料及取料;熔接、切断完美快捷,效率高,工艺完美。北京优质输出力的调较。采用特有低损失的同轴振荡器,可以随时因模具大小及胶料厚薄而调较输出力强弱。使操作PVC雨裤热合机(时不做成干扰电讯,出力的调较亦可配合时间制,优质超声波塑焊机设备价格可出力,在最短时间内熔接产品,提高生产量。保护装置。a. 限流保护:当输出力调较过大时,会切断高周输出故可保护机内电子管不致因电流过大而损坏。b. 火花保护:在工作过程中,如果模具产生跳火现象,保护器会切断输出,模具亦自动上升、离开产品,使模具不致跳火而损坏。c. 紧突制:在工作过程中,可以随时停止高周波输出同时模具回到原位。热度恒温。除有高周波自身加热外,电机还有2000W发热片以及恒温器使模具预热加快熔接时间以及消除跳火现象。上升距离。设有一个三位电磁阀,可配合时间制使用,能够随意调较气缸上升距离,以减低气缸推出及回收所需时间,提高生产速度。高周波操作简易安全,欢迎新老客户随时来厂洽谈业务!
下面我们进一步研究这些参数对焊接强度的影响,下图是对1mm厚的铝板,以工具头的振动位移为参量,研究压力与焊接强度关系的结果图。如压力过小,强度就不高.反之压力过大,焊接部位变形就大,强度也下降。右图曲线表明:试验厚1mm、宽14mrn的细长铝片,以焊接时间为参量,测量焊接强度与触头位移关系的结果。由图可知,如果振幅过大,时间过长,材料在被焊接部分的周围引起疲劳,则会导致强度下降。此外,我们还知道,如果设法使焊接后的变形量保持恒定,则焊接强度将都能保持恒定。为了得到高质量的焊接,可以控制焊接后的变形量使之恒定。这里可用简单的方法、控制焊接时间达到控制变形程度;也可以像目前采用微机控制的点焊机那样,根据材质及板厚,来控制超声功率输出大小和焊接时间的长短,达到焊接,使焊接强度大。金属材料的超声波焊接一般都在同种材料下进行焊接。不同的材料有时也能焊接。是一张可能被利用于超声波焊接机的各种金属材料组合表。表中黑方格表示能够使用超声焊接的各种组合。超声焊接可以使材料的温度效应降到低(焊区的温度不超过被焊金属的熔化温度的50%)。从而不会引起被焊金属的结构变化。超声焊接的这些优点最适宜于在微电子工业中应用。可取代热压焊接方法。在很多情况下,只有用超声焊接才能保证所希望的连接质电子工业中应用。可取代热压焊接方法。在很多情况下,只有用超声焊接才能保证所希望的连接质量。如对非常薄的金属箔的焊接、对薄膜或细丝连大零件上的焊接、生产电容器时金属导线对铝箔的焊接、半导体中的引线的焊接及集成电路输出线的连接等均需超声焊接。通过超声焊接的连接点,牢度高,塑性大,剩余应力小,质量稳定,有良好的抗疲劳性,及焊点密封性能好等特点。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

