
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼

将选择开关置于手动位置,调较压力调整旋钮,使压力表指示在0.2Mpa左右,(大约能使焊头上升之最小压力)置下焊模于工作台面,再放工件于下焊模内。放松机体的锁紧摇手,转动升降手轮,使上焊模与工件之距离大于75mm,扳紧锁紧摇手。双手按下两个下降按钮,使上焊模下降。放松四支振头固定螺丝,旋转上焊模以配合工件,然后再锁紧四支振头固定螺丝。松开止赴螺丝,旋转止赴螺丝(M12x1),使之与升降台接触。按紧急上升按钮,使上焊模上升,再旋转止赴螺丝约7mm。双手按下两个下降按钮,使上焊模下降。放松机体锁紧摇手,转动升降手轮,慢慢将上焊模下降,同时移动下焊模,使工作面与上焊模接触吻合均匀,锁紧机体锁紧摇手。正确的调谐非常重要,如果无法调较到正常状态,不能达到音波检测程序第5项 的要求时,请即送修,不可勉强使用,以免扩大故障。

其一,市场需求带动全自动贴标机发展。随着人们生活水平的不断提高,以及对健康的重视,对于药品的需求量持续增加。近年来,药品市场规模不断扩大,且格局面临重构,企业与企业之间的竞争加剧。对于与药品包装息息相关的全自动贴标机行业而言,增强全产业链在市场需求结构变化中的供给能力变成重中之重。在此背景下,包装行业设备也不得不进行改革创新,强化包装行业责任,做到更切实地满足市场的发展需要。其二,全自动贴标机自身发展的需要。传统的贴标机只能适用于不同时期的包装需求。在当前制药企业竞争激烈的环境中,企业若以不变应万变的态势面对包装行业,其包装效率、包装质量都难以与其他企业相抗衡,这也就要求全自动贴标机企业们,坚持与药企需求同步,保持与时俱进,时刻创新,以迎来更好的发展机遇。其三,包装行业的多样性,带动全自动贴标机发展。随着市场的繁荣,包装行业也呈现出多样性,衍生出的包装生产线、流水线对设备要求不断提取高。这也需要有各式各样不同功能的全自动贴标设备来满足不仅仅止于制药行业,还应囊括食品、日化、化工、电子等等不同行业产品的包装,使得全自动贴标机市场不断扩容,拥有更广阔的发展空间。

将熔接产品放入:将吸塑罩下半片置入下模内,放放被包装物件,再将吸塑罩上半片对准下吸塑罩放好,转动转盘使下模进入工作区定位,按动下降按扭,使上模下降压住吸塑罩。再将带有黄铜圈的接地铝板安装在接地支架上(注意:黄铜圈必需与推盘可靠接触)。顺时针旋动机器前面的同调器旋扭,使指针指向零位,设定下降延迟时间为1.5秒左右,熔接时间10秒,定型时间为1.5秒左右,上升时间为1秒左右。先将高周开关置于“关”位置,再把自动/手动选择开关扳向“自动”位置,机器进入一个自动工作过程,延迟1.5秒后熔接时间开始,缓慢调节同调器,使指针向大数方向旋转,观察电流表指针慢慢上升,观察被熔接吸塑罩,被熔接好时按下红色停/上升按扭,机器立即停止熔接,上模上升至位置。此时,将自动/手动选择开关扳回“手动”位置,推动推盘使下模离开工作区,取出料件检视包装熔接效果。根据实际情况重新设定熔接时间(一般在2~4秒左右),按照前面的方法再次试压,适当增加熔接电流,使机器在设定的熔接时间内能熔接好料件。熔接时间完成后,进入冷却定型时间(根据情况设定),定型时间完成后上模上升,上升高度由设定的上升时间决定,经过多次试压调校达到要求后,即可将自动/手动选择开关置于“自动”位置进行正常生产了。正常生产时要调整好下降时间,要求在下降时间内上模下降并压紧料件,也不能太长而浪费时间。注意:每次生产前必须先将机器通电,让电子管预热15分钟后方可生产。高周波机保护动作和急停开关:无论是在试压或正常生产的熔接过程中,若出现模具打火或电流超过机器允许值时,机器会立即自动停止熔接过程,以保护模具、料件和机器的贵重部件。在熔接过程中出现异常时,可立即按动红色急停按扭,机器都会立即停止熔接过程。高周波熔接机停机后续:停机时首先关闭面板上的电源开关,待冷却风机继续工作5分钟后再关闭电开关。

茂名专业在我们所了解到超声波自动化的各行各业中,几乎每一个行业都有应用到超声波清洗机的地方,例如:机械行业;表面处理行业;医疗行业;仪器仪表行业;机电电子行业;光学行业;半导体行业;科教文化;专业超声波金属焊接机供应商钟表首饰;石油化工行业;纺织印染行业;其他。从超声波清洗机的清洗原理我们不难理解,为什么它的清洗效率和效果都异常出色。不论工件形状多么复杂,将其放入清洗液内,只要是能接触到液体的地方,超声波的清洗作用都能达到。清洗时液体内产生的气泡非常均匀,工件的清洗效果也将非常均匀一致。配合清洗剂的使用,加速污染物的分离和溶解,可有效防止清洗液对工件的腐蚀。无需手工清理,杜绝了手工清洗对工件产生的伤害,避免繁重肮脏的体力劳动。
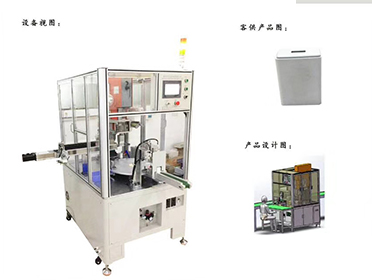
超声波自动化高周波机特性:气动控制,操作简单方便;人工放料及取料;熔接、切断完美快捷,效率高,工艺完美。输出力的调较。采用特有低损失的同轴振荡器,可以随时因模具大小及胶料厚薄而调较输出力强弱。使操作PVC雨裤热合机(时不做成干扰电讯,出力的调较亦可配合时间制,可出力,在最短时间内熔接产品,提高生产量。保护装置。a. 限流保护:当输出力调较过大时,会切断高周输出故可保护机内电子管不致因电流过大而损坏。b. 火花保护:在工作过程中,如果模具产生跳火现象,保护器会切断输出,模具亦自动上升、离开产品,使模具不致跳火而损坏。c. 紧突制:在工作过程中,可以随时停止高周波输出同时模具回到原位。热度恒温。除有高周波自身加热外,电机还有2000W发热片以及恒温器使模具预热加快熔接时间以及消除跳火现象。上升距离。设有一个三位电磁阀,可配合时间制使用,能够随意调较气缸上升距离,以减低气缸推出及回收所需时间,提高生产速度。高周波操作简易安全,欢迎新老客户随时来厂洽谈业务!
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

