
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
 | 全国24小时咨询热线 0752-3950758 |
20年专注超声波技术研发
高新技术企业 ![]() 一体化源头供应商
一体化源头供应商
| 全国24小时咨询热线 0752-3950758 |

电 话:0752-3950758
传 真:0752-3950755
邮 箱:yp@abc128.cn
网 址:www.hzhuibang.com
地 址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
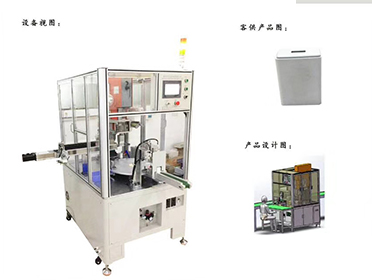
高周波同步熔断机整机特点:PVC、PU、TPU热压、烙印、热切同步熔断、熔接一次完成。用途:1.同时熔断纸板及吸塑(牙刷包装)。2.同时熔断合成皮革各种产品。3.同时熔断汽车合成皮椅,遮阳板,门板扶手等。4.同时熔断有布里材料。5.鞋类配件,商标,手表带,皮带,cd袋等。产品介绍:大功率高周波机是利用高压整流自激电子管振荡瞬间产生电磁电场使塑胶物分子产生变化,在气压外力和模具的作用下,达到熔接、切断、封口、埋植等功效;操作易懂易学,效率是普通小型机器的多倍,适合大型塑胶类产品的焊切,工艺更简单,效果更完美。容易调整的同调器及特殊回路:高周功率输出特强,可藉调诣器依模具大小和物料厚度调节,尤其特殊的高周回路,高稳定的出力,输出率特强,能耐大大降低 必要之熔接时间,提高产品质量及产量。

超声波焊接设备绝大部分常用的注塑成型聚合物都可用超声波焊接,超声波塑焊机厂家但超声波塑料焊接的难易与被焊本身的许多特性有关,塑料的磨擦系数越大,导热性越差,界面越易形成熔融层,其超声波焊接性能就越好,塑料越硬,在平面焊接时,由于振动传输损耗小,超声波焊接就超容易,结晶型塑料由于从固态到熔融状态,温度范围很窄,非常迅速,故障接性能较差,调整很困难。 软性塑料在铆焊时,其超声波焊接的性能较硬性能塑料容易。 目前,各类塑料制品层出不穷,这里将几种常见的塑料的超声波焊接性能作简单的介绍。(微电脑PLC超声波焊接机)ABS.HIPS.PMMA.MPPO:钢性非结晶体材料,极易传导20000HZ的超声波频率,因而特别适合超声波焊接,无论元距或近距都达到良好的焊接效果;PC PSU:材料熔点高,吸湿性强,因而焊接前作烘干处理,否则材料内的湿气会妨碍焊接强度,同时湿气会使焊接时耗能较大,焊接时间长;(20K标准型超声波焊接机)PA:是吸湿性较强的结晶型材料,因而焊接前应予烘干;PP PE:属结晶型材料,超声波传导时,会有较大的损耗,故远距离焊接困难;PVC;是一种熔点低质又软的材料,超声波能量损耗大,焊接时,极易烧坏焊件表面。

清洗机在很多的企业中都被广泛的使用,漳州定制即是由于超声波清洗机的清洁程度高,也是对于复杂的工件也有着的清洁能力,那么工业超声波清洗机对于表面工艺到底是如何做到彻底的清理呢,定制超声波自动化厂家下面有超声波清洗机设备的工作人员告诉您。抛光件表面抛光膏的清洗。抛光膏常常采用石蜡调合,石蜡分子量大,熔点较高,常温下呈固态,是较难清洗的物质,传统的办法是采用有机溶剂清洗或高温碱水煮洗有许多弊病。采用超声波清洗则可使用水基清洗剂,在中温条件下,几分钟内将工件表面彻底清洗干净,常用工艺流程是:1、浸泡2、波清洗3、清水漂洗。表面有油及少量锈的冷轧钢板。 冷轧钢板表面一般有油、污或少量铁锈,要洗干净比较容易,但经一般方法清洗后,工件表面仍残留一层非常细薄的浮灰,影响后续加工质量,有时不得不再采用强酸浸泡的办法去除这层浮灰。而采用超声波清洗并适当的清洗液,可方便快捷地实现工件表面彻底清洁,并使工件表面具有较高的活性,有时甚至可以免去电镀前酸浸活化工序。表面有氧化皮和黄锈的工件。 传统的办法是采用盐酸或硫酸浸泡清洗。如采用超声波清洗处理技术,可以快捷地在几分钟内同时去除工件表面的油、锈、并避免了因强酸清洗伴随产生的氢脆问题。利用超声波清洗技术,还可以在很大的范围内替代强酸、强碱的作用,大大减少对和环境的污染,并改善工人的劳动环境,降低劳动强度,对保护生态环境,作出贡献。超声波清洗机技术在电镀等行业中会有很广泛的应用前景。近年来诸多电镀厂商采用无超声波清洗技术设备,替代电镀线原有的酸碱处理工位获得成功,使电镀件质量及产量较原来有更大提高,并改善了生产环境,取得了良好的经济效益和社会效益。超声波自动化电镀工艺,对工件表面清洁度要求较高,而超声波清洗技术是能达到此要求的理想技术。利用超声波清洗机技术,可以替代溶剂清洗油污;可以替代电解除油;可以替代强酸浸蚀去除碳钢及低合金钢表面的铁锈及氧化皮。超声波清洗技术的应用,可以使许多传统的清洗工艺得到简化,并大大提高清洗质量和生产效率。特别是对那些形状较为复杂、边角要求较高的工件更具有优越性。

目前有越来越多的金属材料也开始使用超声波焊接机了,超声波焊接机不再局限于塑料材料的焊接了,金属材料的超声焊接原理图如,由超声波发生器①,纵向振子②,变幅杆③,工具头④,加压装置⑤,和平台⑥等组成。其焊接的简单机理如下:东莞超声波焊接机发生器施加功率于换能器,换能器的振动通过变幅杆得到机械振幅放大,并传到工具头,工具头上加压力P。使强烈的超声振动力Tx在垂直压力P作用下加到被焊物上,使两金属间产生高频摩擦。换言之,由于P和Tx所引起的垂直应力和切向应力共同作用结果,使该被焊区域内金属原子的互相扩散,或相互接近状态下进行固相接合,从而两金属焊面发生了连接。其焊接所需能量(从工具头传到工件)可由下式表示。E=Wt E=∫Txvdt E=∫upvdt式中W为所加功率;Tx=up为作用于被焊零件平行于x轴的力;u为相对运动面的摩擦系数;P为工具头所加的压力(为垂直于被焊面的);v为工具头振幅;t为焊接时间。由上面可见,超声波焊接机方面条件可以用所加工具头压力P,振幅v,焊接时间t的乘积来表示。u与工具头、工件间表面状态、工件保持方法等有关。p与被焊材料的可流动性极限盯有关.还与硬度、厚度、振幅等有关,p=so,s为工具头接触面积(若圆柱头工具,则s=xa2(a为圆柱头半径),为了保证在焊区内能保持均匀的压力状态,通常日a≥3d,d为上部焊件厚度)。工具头的振幅和所加压力要根据工件的物性和尺寸,重迭等因素决定佳值。一般在5~25um范围内。所以要想得到高质量的焊接,就要使设备和工件的各种因素的偏差极小。
0752-3950758
 |  |  |
 | | |
地址:广东省惠州市仲恺高新区松山工业园6号小区13号5楼
电话:0752-3950758
传真:0752-3950755
邮箱:yp@abc128.cn
微信:893260708

